Критерии выбора электродов
В первую очередь следует иметь в виду, что электроды могут быть плавящегося и неплавящегося типа. Первые изготовлены из металлического стержня, на поверхность которого наносится специальная обмазка, способствующая защите зоны сварки и повышающая устойчивость горения дуги. Именно они используются для выполнения ручной дуговой сварки. Изделия второй категории — неплавящиеся — применяют для выполнения сварочных работ в среде защитного газа (аргона), их разновидности и особенности использования будут рассмотрены в отдельной статье.
Выбирая электроды для сварки с использованием инвертора, следует учитывать то, что материал изготовления соединяемых деталей также будет оказывать влияние на качественные характеристики формируемого шва. Соответственно, для того чтобы варить разные материалы, используются сварочные электроды разных типов. Так, к примеру:
- для соединения изделий, выполненных из низкоуглеродистых и низколегированных марок сталей, выбирают углеродные электроды;
- для соединения изделий, выполненных из легированных сталей, используют электроды соответствующих марок: ОЗС-4, МР-3 (ГОСТ 9466-75), МР-3, АНО-21, УОНИ 13/45 (ГОСТ 9467-75);
- если необходимо выполнять сварочные работы с наплавками или сталями других типов, то выбирают электроды с сердечником из высоколегированного металла — ЦЛ-11 (ГОСТ 9466-75);
- для того чтобы варить чугун, тоже необходимо выбрать электроды соответствующей марки — ОЗЧ-2 (ГОСТ 9466-75).
Общий вид электродов МР-3
На сегодняшний день сформировался следующий рейтинг электродов, применяемых для сварки с использованием инвертора.
- АНО. Сварочные электроды данной марки хорошо воспламеняются, их не надо дополнительно прокаливать. С ними одинаково успешно могут работать как начинающие сварщики, так и профессионалы.
- МР-3 — универсального типа, их можно использовать даже для соединения неочищенных поверхностей.
- МР-3С. Электроды данной марки следует выбрать, если к характеристикам шва предъявляются повышенные требования.
- УОНИ 13/55 используют для монтажа ответственных конструкций, требующих высокого качества исполнения сварного шва. Начинающему сварщику с ними работать будет сложно: их использование требует определенного опыта и высокой квалификации.
Электроды УОНИ 13/55
Преимущества популярных марок электродов
Многие современные виды электродов для сварки с использованием инвертора обладают следующими преимуществами.
- Простота выполнения сварки. Сложности при сварке такими электродами могут возникнуть, если вы некорректно подобрали их по составу материала сердечника.
- Высокое качество шва. Данный параметр является самым важным при сварочных работах, и электроды указанных марок позволяют его обеспечить. Используя такие электроды для инвертора, можно получать качественные внутренние и наружные соединения, сварные швы выпуклой и вогнутой формы.
- Легкая отделяемость шлака. Шлак, полученный при сварке с использованием таких электродов, легко отделяется, что дает возможность сразу посмотреть, какое качество шва они обеспечивают.
- Можно варить детали, подвергнутые коррозии. Конечно, изделия, покрытые слоем ржавчины, варят очень нечасто, но данные электроды позволяют получить качественный и надежный шов даже в этом случае.
- Процесс сварки безопасен для сварщика с точки зрения санитарно-гигиенических норм.

Электроды марки АНО известного производителя ESAB
Различия электродов по маркам и диаметру
Среди опытных специалистов-сварщиков бытует мнение, что при использовании инвертора можно варить любыми электродами. Как правило, такое мнение основано лишь на личном опыте таких специалистов, занимающихся выполнением работ определенного типа (сварка конструкций из профильных труб или уголков). При выполнении работ с использованием инвертора к соединению не предъявляют серьезных требований по его герметичности, поэтому без проблем можно использовать электроды диаметром 0,5–2 мм.
Выбор диаметра и марки электрода должен основываться на том, какой толщины металл необходимо соединить с их помощью. Детали большой толщины требуют длительной проварки, соответственно, и электрод для их сварки необходимо подобрать большего диаметра. Сварочными электродами небольшого диаметра надо еще научиться работать, они очень быстро сгорают. Обычно такими изделиями выполняются прихватки.
На то, какие электроды лучше выбрать, оказывает влияние и тип работ, для которых их планируется использовать. Так, для выполнения сложных трассовых работ, необходимо подобрать электроды большого диаметра, а монтаж конструкций из профильных элементов можно выполнять изделиями диаметром до 2 мм. Именно такие электроды используются, в частности, при монтаже секционных ворот и изготовлении различных ограждающих конструкций из профильных труб и профнастила.
Какие сварочные электроды лучше для алюминия

Алюминий (как варить электродами) благодаря собственным достоинствам активно используется при производстве изделий различного назначения. Чтобы выполнить сваривание на высоком уровне, нужно обратить внимание на особенности металла. Данные специфические черты влияют на рабочий процесс:
- поверхность деталей из алюминия и его сплавов покрыта оксидной пленкой, которая обладает более высокой температурой плавления и большей плотностью, чем сам металл;
- формирование шва затрудняется высокой текучестью алюминия;
- водород, входящий в состав алюминия, отрицательно влияет на показатели пластичности и прочности;
- из-за высокой теплопроводности сплава рекомендуется проводить соединение с помощью мощных источников тепла.
Обзор электродов, предназначенных для работы с алюминием:
ОЗАНА-1 подходят для сварки и наплавки деталей из чистого алюминия; шов отличается высокой коррозионностойкостью.
УАНА применяются для сварки, наплавки и заварке дефектов алюминиевых сплавов.
Материалы KOBATEK-213 подходят для работы как с алюминием, так и с его сплавами.
Какими электродами лучше варить: выбираем по видам металлических изделий
Забор

Расходники с рутиловым покрытием – беспроигрышны для новичка. Это AHO с номерами 4,6, 21, 36., МР-3, ОК-4600. Также можно брать стержни смешанной рецептуры «Монолит», «Гранит», «Арсенал». Преимущество – легкое возбуждение электрической дуги. Вы сможете варить с отрывом, при этом поры в шве образовываться не будут. Эффективно, когда требуется оперативно возвести многометровую конструкцию.
Тонкий металл

Чтобы не прожечь дырки, ищите элементы с минимальным диаметром: как выбрать нужный электрод для сварки мы уже говорили выше – соотносите с толщиной листа.
Трубы

Газовые обрабатывают марками ОК-46 и ЛБ-52. Для системы отопления приобретите Э42А, УОНИ-13/45, для водопровода – МН-5 и МНЖ5.
Швеллер

Здесь все зависит от размера детали. Если они небольшие, то выбирает пяти, шести миллиметровые АНО-21. С ними можно варить даже ржавые поверхности. Если габариты швеллера внушительны, только УОНИ-13/55У. Они не ограничивают мастера: переменный и постоянный ток, обратная и прямая полярность.
Рельсы
Специалисты рекомендуют марки УОНИ-13/45 и УОНИ-13/55.
Электроды для сварки инвертором: какие марки лучше выбрать в 2021-2022 году?
Хочу сразу сделать оговорку – по Росси курсирует мнение, что качественными могут считаться только иностранные поставщики расходников. Обоснованы такие мысли сборкой самих сварочных аппаратов. Если к оборудованию это еще имеет косвенное отношение, то по электродам – явное заблуждение. Прутки для сварки делаются по ГОСТам, потому в качестве ничем не уступают иностранным аналогам.
1) Лучшие электроды для инверторной сварки для новичков
Вопрос у новичков по лучшим электродам для инверторной сварки возникает чаще всего, потому с него и начнем наш разбор рейтинга по топовым тройкам. Предпочтение следует отдавать пруткам, которые имеют напыление из рутила. Обоснование элементарное – такие электроды проще использовать на практике. Ниже представлю топ-2 марки таких прутков на текущий период времени.
А) АНО-4

| Стоимость | ★★★★★ (5.0 из 5.0) | Общая привлекательность ★★★★★ 5.0 |
| Простота использования: | ★★★★★ (5.0 из 5.0) | |
| Отзывы | ★★★★★ (5.0 из 5.0) |
Электроды типа Э46 с рутиловым покрытием. Базовое назначение – это сварка инвертором углеродистых и низколегированных типов стали. Могут использоваться как с постоянным, так и переменным током вне зависимости от выбранной полярности. Имеется одно противопоказание к использованию по пространственному положению – сверху вниз по вертикали.
Технические характеристики по электроду:
- рутиловое напыление;
- наплавочный коэффициент 8.6 г на А*ч;
- производительная часть по наплавке составляет порядка 1.4 кг/ч для диаметра прутка в 4 мм;
- сопротивление 480 Мпа;
- предел по текучести 380 Мпа;
- относительное удлинение 25%.
Выпускаются в диаметрах от 2 до 6 мм, но наибольшее распространение имеют именно 4 мм прутки. Фасовка производится в пачки по 1, 2.5 и 5 килограмм. Штучность определяется диаметром прутка –от 11 до 39 штук. По отзывам сварщиков, данный продукт является для начинающего специалиста в области сварки оптимальным решением.
Б) UTP 65D

| Стоимость | ★★★★ (4.0 из 5.0) | Общая привлекательность ★★★★★ 4.5 |
| Простота использования: | ★★★★★ (5.0 из 5.0) | |
| Отзывы | ★★★★★ (5.0 из 5.0) |
Более дорогой иностранный аналог родом из Австрии. Электроды хорошо себя показывают при сварочных работах с разнородными сталями и сплавами. Не имеют привязки к типу сварочного тока и полярности. Покрытие прутков исключительно рутиловое.
Что получит сварщик при работе с UTP 65D:
- стабильность дуги;
- отсутствие брызг;
- возможность без проблем производить сварку тонкостенных и толстостенных металлов;
- швы без пор, которые допустимо подвергать обработке сразу после остывания;
- холодная закалка металла по шву;
- простое отделение шлака;
- терпимость прутка к сырости, перегреву и крипам с подрезами.
Перед использованием электроды просушиваются на протяжении 120 минут при температуре в 160 градусов. Область сварки тщательно зачищается, а при работах с толстостенными элементами, следует подготовить V-образную кромку с углом скоса в 60-70 градусов. Прутки часто берут в оборот автомастерские для проведения ремонтных работ с кузовов авто.
2) Электроды для бытовой сварки
Особенностей у бытового направления сварочных работ 2 – средний (низкий) уровень сложности + отсутствие особенных требований по качеству шва. Когда человек решает, какие бытовые электроды для сварки инвертором новичку лучше выбрать, его основным критерием является простота использования прутка, и последующие два кандидата удовлетворяют оговоренному условию на 100%.
А) УОНИ-13/55

| Стоимость | ★★★★ (4.0 из 5.0) | Общая привлекательность ★★★★★ 4.5 |
| Простота использования: | ★★★★ (4.0 из 5.0) | |
| Отзывы | ★★★★★ (5.0 из 5.0) |
Корни данных прутков идут еще в советское время. Тип электродов – Э50А, а в отношении покрытия, предпочитается «основное». Состав напыления из карбонатов и фтористых соединений снижает газосодержание получаемого шва. Число вкраплений неметаллического характера снижается, в том числе.
Технические характеристики УОНИ-13/55:
- коэффициент по наплавке составляет 9.5 г на А*ч;
- за час наплавки электродом в 4 мм по диаметру можно получить до 1.4 кг металла;
- расход на 1 кг наплавленного металла составляет порядка 1.7 кг прутков;
- предел по текучести в 420 мПа;
- предел прочности в 530 мПа;
- относительный показатель удлинения составляет 22%;
- ударная вязкость меняется в зависимости от температуры от 50 до 130 Дж/кв. см.
Диаметр выпуска прутков колеблется от 2 до 4 мм, сопутствующее число штук на упаковку соответственно от 15 до 98 в зависимости от значения толщины. Электроды следует использовать на постоянном токе с обратной полярностью (+). Пространственное положение допускается любое кроме вертикали сверху-вниз.
Б) МР-3
| Стоимость | ★★★★ (4.0 из 5.0) | Общая привлекательность ★★★★★ 4.5 |
| Простота использования: | ★★★★★ (5.0 из 5.0) | |
| Отзывы | ★★★★★ (5.0 из 5.0) |
Электроды типа Э46, имеющие 2 разновидности покрытия – БР и Р. Используются преимущество для сварочных работ ответственных конструкций из углеродистой и низколегированных сталей. Допустима сварка элементов средней и большой толщины.
Особые свойства электродов МР-3:
- высокий показатель устойчивости дуги;
- умеренное количество брызг;
- быстрое и простое отделение корки шлака;
- просто повторно зажигать.
Перед использованием требуется качественно прочистить сварочную поверхность от окалины. По диаметру выпускают прутки от 3 до 5 мм, а фасовка по упаковкам от 1 до 5 кг. Имеется 3 типа окраски в зависимости от типа обмазки – синие, красные, и зеленые. Сварка прутками допустима по всем пространственным положениям помимо вертикали сверху-вниз.
3) Прутки на нержавейку
В домашних условиях при работе с инвертором часто возникает необходимость в проведении сварочных работ на нержавеющей стали. Использование универсальных электродов здесь допустимо, но швы постепенно будут окисляться и покрываться ржавчиной. Для повышения долговечности, советуется использовать специализированные прутки.
А) НЖ-13

| Стоимость | ★★★★ (4.0 из 5.0) | Общая привлекательность ★★★★★ 4.5 |
| Простота использования: | ★★★★ (4.0 из 5.0) | |
| Отзывы | ★★★★★ (5.0 из 5.0) |
Данные электроды лучшие для инверторной сварки новичкам, работающим с нержавейкой на периодической или постоянной основе. Существует 2 типа прутков – 04Х19Н11М3 и Э-09Х19Н10Г2М2Б. У всех «основное» покрытие. Назначение – сварка коррозионностойких сталей с высоким запасом прочности.
Особенности инверторной сварки нержавейки
Характеристика электродов:
- наплавочный коэффициент 13 г на А*ч;
- по производительности наплавки получаем 1.7 кг за 1 час работы с диаметром в 4 мм;
- для получения 1 кг наплавки идет в расход 1.8 электродов.
В наплавленном металле содержится до 10% ферритной фазы. Диаметры выпуска по РФ от 3 до 5 мм, а средняя фасовка по пачкам от 18 до 45 штук по мере возрастания толщины прутка. Работу нужно осуществлять при постоянном токе на обратной полярности. Использование в вертикальном положении сверху-вниз недопустимо.
Разбор самых ходовых электродов для домашней сварки инвертором:
Покрытия
Производители часто наносят на электроды специальные покрытия, улучшающие их характеристики. Среди наиболее распространенных покрытий можно выделить основное и рутиловое . Основное покрытие самое популярное, используется большим количеством производителей. Благодаря ему удается получить шов высокого качества. Ну а в сочетании с правильно подобранным диаметром электрода и большим опытом сварщик способен сделать шов максимально качественным и слабо подверженным механическим нагрузкам.

Рутиловое покрытие популярно у мастеров, работающих с низкоуглеродистой сталью. Благодаря такому покрытию исключено образование пор в сварных швах, такие электроды можно использовать с переменным и постоянным током, и можно использовать повторно. Также электродами с рутиловым покрытием просто удобнее пользоваться, выполняя работу в труднодоступных местах, при плавлении такое покрытие не выделяет опасных веществ (в отличие от других покрытий), что позволяет сохранить здоровье.
Как выбрать электроды для инверторной сварки
В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Вот из такой же проволоки и должны быть электроды. Иногда еще приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавейки, причем для высоколегированным и жаростойких делают из металла с такими же характеристиками.
Выполнить все работы по дому или на стройке можно с использованием всего нескольких марок электродов:
- МР-3
- УОНИ 13/55
- АНО 21
- ОК 63.34
Они признаны многими лучшими электродами для новичков, которые работают с инверторными сварочными аппаратами: с ними работать проще, в то же время, они позволяют варить качественные швы даже при отсутствии значительного опыта. Ниже приведены характеристики и общее применение тех расходников, которые многие спецы считают хорошими электродами для инвертора. Во всяком случае, их часто рекомендуют начинающим сварщикам для наработки опыта.
Электроды с рутиловым покрытием МР 3

МР-3 — это, пожалуй, самые популярные среди новичков сварочные электроды для инверторов
Чаще всего новичкам советуют начинать освоение сварных швов с электродами МР-3. Они легко разжигаются, даже при не очень хорошей вольт-амперной характеристике сварочного аппарата, дают хорошую защиту сварной ванны, позволяют довольно легко контролировать ее положение. Если электрод не разжигается, прокалите его при температуре 150-180° на протяжении 40 минут.
Применяются в аппаратах с переменным (сварочные трансформаторы) и с постоянным током (сварочные выпрямители и инверторы). К инверторам обычно подключаются на обратной полярности (+ на электроде). Подходят для любого типа шва, кроме вертикального сверху-вниз.
Про типы сварочных аппаратов читайте тут.
Электроды МР 3 некапризны к качеству свариваемых поверхностей. Ими можно работать даже на необработанных, покрытых ржавчиной и влажных деталях. Сварка ведется средней (2-3 мм) или короткой дугой.
Очень важна для начинающих сварщиков особенность МР 3: они хорошо «держат» дугу, работать ими просто. За это не все профессионалы любят эту марку: называют их бенгальскими огнями. Слишком мягко они варят: для хорошего прогрева необходимы медленные движения. Что профи не по вкусу, новичкам — то, что надо. Попробуйте начать обучение сварке именно с МР3. У вас все должно получится.
| 2,0 | 250 | 40-60 А | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
УОНИ 13/55 с основной обмазкой

Предпочитаемые профессионалами электроды для инвертора УОНИ 13/55 (чтобы увеличить размер картинки щелкните по ней мышкой)
Это самые, пожалуй, широко распространенные и популярные электроды с основным покрытием. Они рекомендованы для сварки углеродистых и низколегированных сталей. Подходят для соединений ответственных конструкций. Швы получаются прочными к ударным нагрузкам и пластичными, хорошо переносят воздействие низких температур.
Недостаток этих электродов: они хорошо разжигаются только при достаточно большом значении холостого хода у инвертора (выше 70 В). Второй существенный недостаток: высокие требования к зачистке и обработке свариваемых металлов. Если на кромке останется ржавчина, пыль, масло или другие загрязнения, шов будет пористым.
Работать с УОНИ 13/55 можно только на сварочных аппаратах постоянного тока, в том числе и с инверторами, при обратной полярности (+ подают на электрод), причем короткой дугой (держать кончик электрода ближе к свариваемой поверхности). Минимальное напряжение холостого хода 65 В.
| 2,0 | 250 | 30-60 А | |
| 2,5 | 300 | 40-70 А | 127 руб |
| 3 | 350 | 80-100 А | 116 руб |
| 4 | 450 | 130-160 А | 111 руб |
| 5 | 450 | 180-210 А | 110 руб |
АНО 21
Этот тип электродов с рутиловым покрытием предназначен для работы с углеродистыми сталями небольшой толщины. (О сварке тонких металлов читайте тут.) При их использовании дуга разжигается легко (в том числе и при повторном розжиге), шов получается мелкочешуйчатым (из волн небольшого размера), шлак отделяется легко. Электроды АНО 21 можно использовать для сварки водопроводных или газовых труб.

Попробуйте для работы на инверторе электроды АНО 21
Работают как с переменным так и постоянным током любой полярности. Перед сваркой необходима термическая обработка: их прокаливают при температуре 120°C на протяжении 40 минут.
| 2 | сила тока 50-90 А | сила тока 50-70 А | сила тока 70-90 А |
| 2,5 | сила тока 60-110 А | сила тока 60-90 А | сила тока 80100 А |
| 3 | сила тока 90-140 А | сила тока 80-100 А | сила тока 100-130 А |
Электроды по нержавейке ОК 63.34
Если вам необходимо сварить нержавейку, попробуйте ОК 63.34. Ими же можно варить и конструкционные стали. При этом получается шов с мелкой волной с плавным переходом к основной поверхности металла. Количество шлака небольшое, отбивается легко.
Этим электродом хорошо варить вертикальные швы а металле 6-8 мм, проходя сверху-вниз. Подходит для многопроходной сварки стыковых и нахлестных соединений. Работает с постоянным и переменным током любой полярности, минимальное напряжение холостого хода — 60 В.

Электроды для сварки ОК 63.34
Для сварки вам еще понадобится маска. Чтобы проще было работать, берите сварочную маску-хамелеон.
Для чего нужна обмазка
Нанесенное на поверхность стержня покрытие:
- предотвращает насыщение расплава вредными примесями;
- защищает шов от образования трещин при охлаждении;
- нейтрализует окислы и прочие загрязнения, находящиеся на свариваемых деталях;
- улучшает внешний вид шва вне зависимости от пространственной ориентации.
Состав обмазки сварочных электродов
Покрытие наносится в заводских условиях, от толщины слоя зависит стабильность горения дуги. При нагреве обмазка плавится и частично сгорает, образуя защитное облако газов. После завершения сварки шов зачищают от застывшей обмазки при помощи молотка или абразивного инструмента. Все варианты защитного покрытия активно впитывают воду, что негативно влияет на характеристики.
Перед началом сварки влажные электроды необходимо выдержать в электрической печи (продолжительность и режим термической обработки зависят от марки продукции).
Лучшие сварочные электроды с рутиловым покрытием
Lincoln Electric Omnia 46

Наиболее уважаемой компанией на рынке сварочных аппаратов является Lincoln Electric. Это американское предприятие существует более ста лет. Первый электрод с обмазкой был выпущен ею ещё в 1927 году. С тех пор за плечами инженеров этой компании накоплен богатый опыт. Поэтому не стоит удивляться тому, что электроды Omnia 46, имеющие рутилово-целлюлозную обмазку, сразу после релиза заслужили уважение множества сварщиков и профильных изданий.
Несмотря на зарубежное происхождение, эти электроды стоят совсем недорого. В магазинах можно найти разные пачки, обычно они вмещают в себя от четырех до шести килограммов электродов. В любом случае вы потратите меньше тысячи рублей! Больше всего эту продукцию любят новички. Дело в том, что электроды Omnia 46 легко разгораются даже на дешевых сварочных аппаратах. Не сильно чувствительны они и к длине дуги, что тоже не может не радовать. Эксперты отмечают малое число искр, возникающих при работе. Это немаловажно, так как таким образом улучшается пожарная безопасность. Шлак после работы можно легко отделить, что позволяет осуществлять сварку загрязненной или ржавой стали. Нет у покупателей претензий и к прочности шва. Нередко такими электродами варят даже трубопроводы, хотя изначально для этого они не предназначались.
Достоинства:
- Шов получается очень прочным и стойким к нагрузкам;
- Не требует короткую дугу;
- Очень легкий розжиг на любом инверторе;
- С ведением дуги справится даже новичок;
- Вменяемая стоимость.
Недостатки:
- Электроды могут быстро отсыревать (тогда потребуется прокалка).
ESAB-SVEL OK 46.00

Эти электроды являются одновременно и российскими, и зарубежными. Объясняется это тем, что производятся они у нас, но строго под контролем шведской компании ESAB. Изделие продается по относительно невысокой цене. В этой ценовой категории данному продукту нет равных. Даже при частичном отсыревании электроды стабильно горят.
Розжиг занимает считанные секунды на любом сварочном инверторе. Работать с электродами можно как при постоянном, так и при переменном токе. Эксперты отмечают, что изделие работает в любом направлении шва, а минимальный порог тока для этих электродов — ниже, чем у конкурентов. Всё это позволяет использовать шведско-российское изделие для сварки тонкостенных деталей.
Основное преимущество электродов с рутиловым покрытием в том, что поверхность обрабатываемой стали не нужно зачищать. Продукт не боится ни загрязнений, ни коррозии. Весь шлак после работы можно легко устранить. Остывший шов получается прочным и вязким. Для прокалки сильно остывшего электрода достаточно разогреть сварочный аппарат всего до 80-90 градусов.
Достоинства:
- Можно работать с загрязненной и ржавой сталью;
- Ценник сложно назвать высоким;
- Возможна работа при минимальном токе;
- Очень легкий розжиг.
Недостатки:
- Не подходит для трубопроводов, так как прочность шва всё же не максимальная.
Ресанта МР-3

Возможно, что именно электроды Ресанта МР-3 являются в нашей стране наиболее распространенными. Бренд «Ресанта» неожиданно стал очень популярным, не в последнюю очередь из-за того, что к продукции под этой торговой маркой чаще всего нет особых претензий.
Вышеназванные электроды имеют средний ценник. Продукт получился удачным, его основной минус заключается в том, что при отсыревании работает он заметно хуже. Если вам нужен прочный шов, то для отсыревшего изделия потребуется прокалка. При температуре в 150-170 градусов этот процесс будет длиться около часа.
Как и прочие рутиловые электроды, Ресанта МР-3 можно разжечь едва ли не обычной спичкой. Также это изделие позволяет вести дугу в любом направлении. Не боится оно и ржавчины или загрязнений — шлак затем с легкостью устраняется. Особых дефектов у продукта нет.
Если многие конкуренты при работе со сталью с повышенным содержанием углерода грешат перекристаллизацией, то данное изделие совершенно нечувствительно к качеству свариваемой стали. И всё же покупать Ресанта МР-3 для сварки высокоуглеродистой стали не нужно — для этих целей существуют электроды с основным покрытием.
Достоинства:
- Оптимальный ценник;
- Нет склонности к образованию пор;
- Шлак легко отделяется;
- Минимальные требования к длине дуги;
- Легко разжигается;
- Возможно использование при переменном и постоянном токе.
Недостатки:
- При отсыревании качество шва заметно падает.
Устройство и способ функционирования устройства
Конструктивно инвертор собирается как блок нескольких устройств:
- Трансформатор, обеспечивающий снижение напряжения.
- Блок схем, опирающихся на транзисторах металл-оксид-полупроводникового типа — МОП, по-английски – MOSFET — metal-oxide-semiconductor field effect transistor, или вида БТИЗ-по-английски, IGBT — Insulated-gate bipolar transistor.
- Дроссель для стабилизации токовых пульсаций.
Работа устройства происходит следующим образом:
Напряжение сети поступает на выпрямитель, постоянный ток преобразуется в переменный, имеющий высокую частоту. Он передается на сварочный трансформатор, с него напряжения идет на сварочную дугу.
Особенностью инверторного аппарата является компактность, улучшенное качество работы дуги. Благодаря этому повышается КПД, уменьшается разбрызгивание во время работы, можно регулировать параметры сварки. Это обусловило их популярность и широкое применение не только профессионалами, но и мастерами-любителями.

Преимущества современных предложений
Современные электроды, к примеру, ресант и многие другие производятся с учетом всех установленных стандартов. Этот момент определяет то, что изделия обладают следующими преимуществами:
- Существенно упрощается процесс сварки. Применение специальных материалов обеспечивает высокую стабильность образующейся дуги. Сложности могут возникнуть только в том случае, если электроды были подобраны неправильно по составу сердечника или обмазки.
- Высокое качество получаемого шва. Применение современных расходных материалов позволяет получить надежные швы даже при соединении изделий сложной формы.
- Отделимость шлака от металла. При выполнении сварочных работ шлак можно отделить практически сразу, что позволяет быстро определить качество получаемого шва и исправить возможные дефекты.
- Изготавливаются электроды при соблюдении санитарно-гигиенических норм. Проводимые сварочные работы абсолютно безопасны, так как при горении не выделяются вредные вещества.
- Сварке могут подвергаться даже изделия, которые покрыты довольно большим слоем ржавчины. Стоит учитывать, что для повышения качества соединения все же рекомендуется проводить очистку поверхности.
Стоимость изделия зависит от популярности марки и типа применяемого материала при создании обмазки.
Классификация сварочных электродов
В первую очередь сварочные электроды разделяют на отдельные типы по их основному назначению. Так, принято выделять следующие типы:
- те, которыми варят углеродистые и низколегированные стали;
- для соединения конструкций из высокопрочных теплоустойчивых сталей;
- для работы с высоколегированными сталями (их часто называют «электродами по нержавейке»);
- те, с помощью которых выполняют сварку алюминия, а также его сплавов;
- предназначенные для сварки меди и ее сплавов;
- для соединения деталей из чугуна;
- те, с помощью которых производят наплавку и выполняют различные ремонтные работы;
- предназначенные для соединения деталей из сталей неопределенного состава и трудносвариваемых сталей.
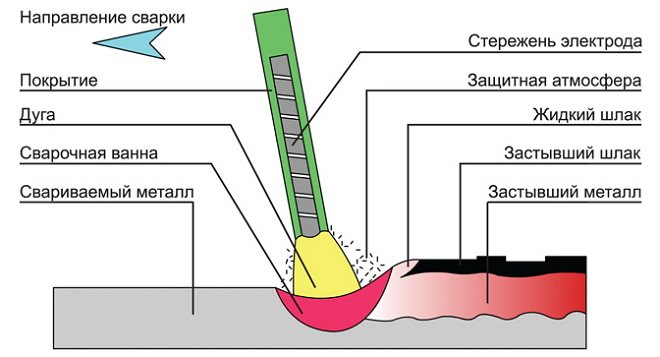
Схема процесса сварки покрытым электродом
На сварочные электроды могут наноситься различные покрытия. В соответствии с типом покрытия, их подразделяют на 4 категории. Самыми распространенными являются электроды с покрытиями двух типов.
Изделия с основным покрытием, которые так и называются — основными. Наиболее популярными являются изделия УОНИ 13/55. Выбрать их стоит, если необходимо получить сварные швы, соответствующие высокому качеству, отличающиеся исключительной ударной вязкостью, пластичностью и механической прочностью. Кроме этого, сварные швы, полученные при работе с такими электродами, отличаются высокой устойчивостью к возникновению кристаллизационных трещин. Также они не склонны к естественному старению. Их выбор стоит делать, если вам необходимо выполнить монтаж ответственных конструкций, которые планируется эксплуатировать в суровых условиях.

Сварочный аппарат WESTER IWT120 инверторный.
Есть у них и недостаток: если их покрытие увлажнено или на краях деталей, которые соединяются, присутствует ржавчина, следы масла или окалина, то в сварном шве формируются поры. Поры в шве могут образоваться и тогда, когда сварка выполняется на длинной дуге. Минусом использования таких электродов является и то, что ими допускается работать только на постоянном токе и обратной полярности.
Второй тип — электроды с покрытием рутилового типа. Изделия с таким покрытием, наиболее популярной маркой которых является МР-3, успешно используются для соединения деталей, материалом изготовления которых является низкоуглеродистая сталь. Сварочные электроды данной марки отличаются следующими технологическими преимуществами:
- устойчивое горение дуги при работе как на постоянном, так и на переменном токе;
- минимальное разбрызгивание материала в процессе выполнения сварки инвертором;
- возможность получать качественные сварные швы любого пространственного положения;
- легкая отделяемость шлака;
- сварные швы отличаются прекрасными декоративными характеристиками;
- подходят для сваривания поверхностей, покрытых ржавчиной или загрязнениями.
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. Сварочные инверторы преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
- Прямая полярность. При такой схеме плюс подключают к массе, а минус — к сварочному электроду.
- Обратная полярность. Такая схема предполагает подключение минуса к массе, а плюса, соответственно, к держателю с электродом.
Если варить инвертором на прямой полярности, то соединяемые поверхности подвергаются значительному нагреву, чего не происходит при подключении полярности по обратной схеме. Именно поэтому выбор обратной полярности целесообразен в следующих ситуациях.
- При выполнении сварки инвертором деталей небольшой толщины. Обратная полярность в таких случаях поможет защитить матриал от прожога.
- На обратной полярности выполняется сварка деталей, выполненных из высоколегированных сталей, которые очень чувствительны к перегреву.

Работа инверторной сваркой
Прямую полярность, при использовании которой заготовка подвергается значительному нагреву, оптимально использовать для соединения материалов, отличающихся большой толщиной и массивностью.
При выполнении любых сварочных работ с использованием инвертора наиболее значимыми являются три параметра, которые взаимосвязаны друг с другом:
- сила сварочного тока;
- диаметр электрода;
- толщина соединяемых деталей.
На выбор электродов толщина соединяемых деталей оказывает непосредственное влияние. При необходимости соединения тонких деталей (до 1,5 мм), ручная сварка не используется, для этой цели лучше подойдут полуавтоматические аппараты или же устройства, позволяющие выполнять сварку в защитной среде аргона.
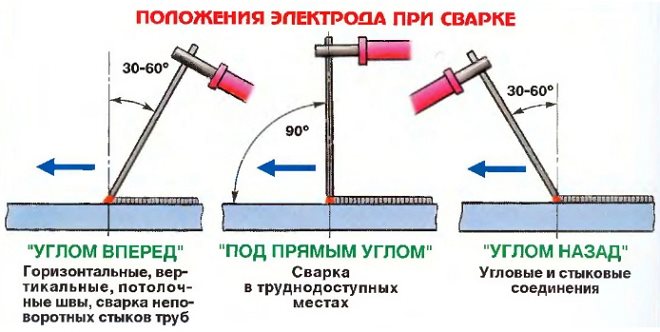
Варианты положения электрода при сварке
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
- для деталей, толщина которых составляет 2 мм, лучше всего подойдут электроды Ø 2,5 мм;
- при соединении деталей толщиной 3 мм, следует выбирать электроды Ø 2,5–3 мм;
- если толщина свариваемых деталей составляет 4–5 мм, то подойдут электроды Ø 3,2–4 мм;
- детали толщиной 6–12 мм лучше всего варить электродами Ø 4–5 мм;
- когда толщина превышает 13 мм, то оптимальным будет выбор электродов Ø 5 мм.
Правильно выбирать диаметр электродов очень важно, так как при превышении этого параметра снижается плотность сварочного тока. Это приведет к тому, что сварочная дуга станет неустойчивой, ухудшится провар деталей, увеличится ширина сварного шва. Многие производители указывают на упаковке информацию о том, какие значения силы тока лучше всего использовать.

Сварочные электроды
Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
- для сварки электродами Ø 2 мм следует устанавливать сварочный ток, сила которого составляет 55–65А;
- для изделий Ø 2,5 мм используют ток 65–80А;
- электроды Ø 3 мм — ток 70–130А;
- для электродов Ø 4 мм выбирают сварочный ток 130–160 А;
- изделия Ø 5 мм — ток 180–210 А;
- 6-ми миллиметровыми электродами лучше варить на токе 210–240 А.
Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.
Электроды зарубежных производителей
На отечественном рынке большую популярность завоевали электроды торговой марки ESAB. Характерной особенностью электродов от шведского производителя является то, что их маркировка начинается с обозначения «ОК», за ним следуют 4 цифры. Среди большого разнообразия моделей электродов данной торговой марки наибольшее распространение получили следующие из них.
- ОК 46.00. По характеристикам они очень похожи на отечественные изделия МР-3. Ими с применением инвертора можно варить углеродистые, низколегированные стали, используя постоянный, а также переменный ток. При их использовании обеспечивается высокое качество получаемого соединения.
- ОК 48.00. Работать ими можно исключительно на постоянном токе, их используют для монтажа особо ответственных конструкций.
- ОК 53.70. Относятся к специализированному типу, с их помощью выполняют сварку корневых проходов, соединения стыков труб.
- ОК 61.30 и 63.20. Их используют для сварки инвертором деталей из нержавеющей стали, но перед их приобретением важно уточнить, подойдут ли они для работы с интересующей вас маркой металла.
- ОК 68.81. При помощи изделий данной марки выполняют сварку инвертором деталей из неопределенных марок сталей, а также из трудносвариваемых марок.
- ОК 96.20. Ими работают по чугуну, а также соединяют чугунные детали со стальными.
- ОК 92.60. Предназначены для сварки изделий из алюминия, его сплавов с использованием инвертора.
К слову сказать, в ассортименте электродов данной торговой марки есть и изделия, которыми можно выполнять сварку меди и ее сплавов.
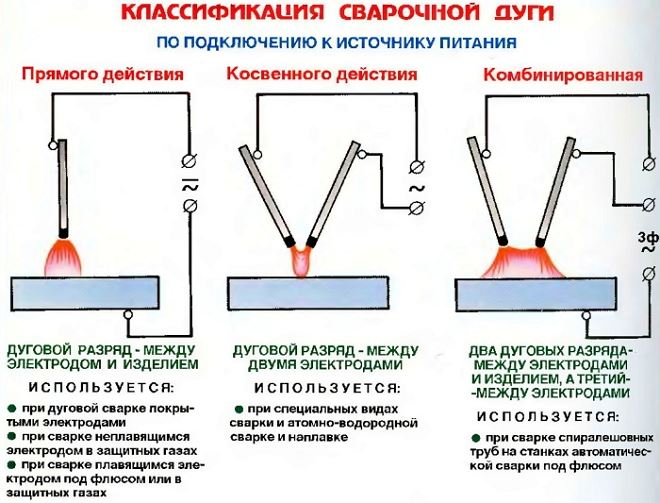
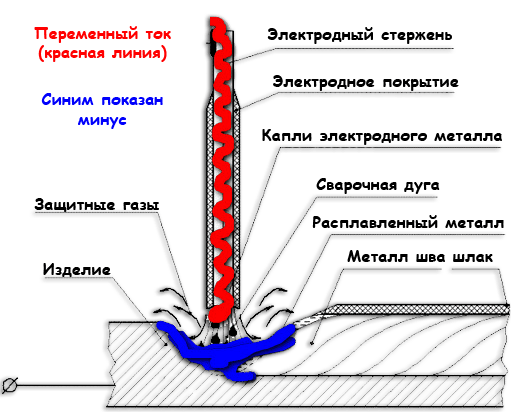
Виды сварочной дуги при сварке электродами